矿用本安除尘球机:本质安全护航,高效净化矿山粉尘
矿山井下作业环境复杂恶劣,粉尘污染是制约安全生产、威胁矿工健康的核心隐患之一。粉尘不仅会诱发尘肺病等职业病,还可能引发粉尘爆炸等重大安全事故,同时影响井下监控视野清晰度,加剧作业风险。传统除尘设备多存在适配性差、安全防护不足、净化效率有限等问题,难以满足矿山严苛的作业要求。矿用本安除尘球机以“本质安全”为核心设计理念,融合高效除尘技术与智能化监控功能,为矿山粉尘治理提供了可靠解决方案,筑牢井下作业安全防线。

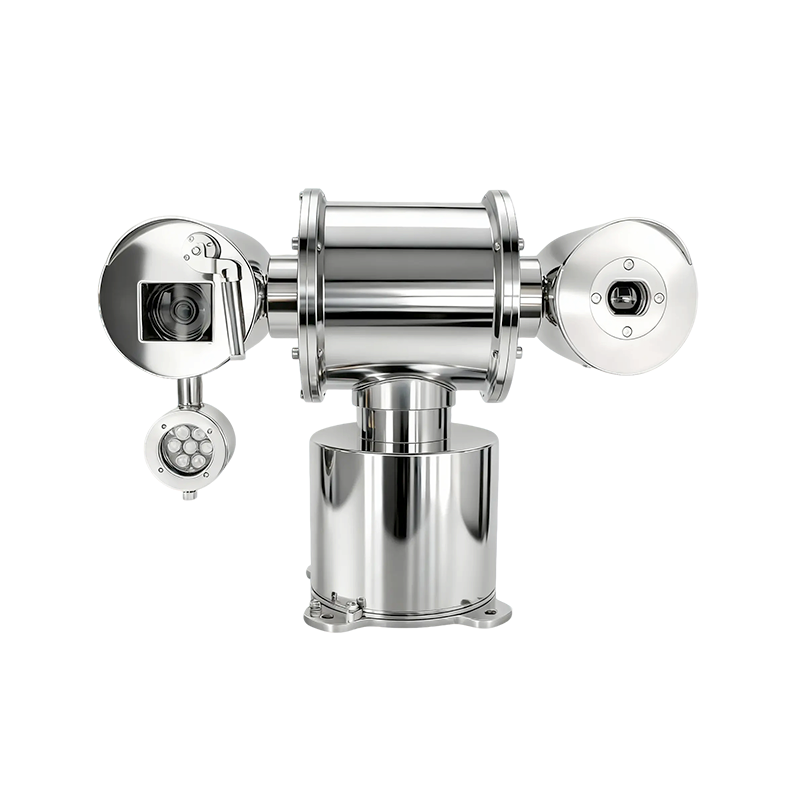
本质安全设计是矿用本安除尘球机适配矿山场景的核心前提。矿山井下属于高危爆炸环境,对设备的防爆、防尘、防水、抗冲击性能要求极高。该设备严格遵循矿用本质安全标准,通过特殊密封结构设计,有效隔绝粉尘、水汽侵入,防护等级可达IP65及以上,能适应井下潮湿、多尘、振动剧烈的复杂环境。同时,设备采用低功耗、本安型电路设计,从源头杜绝电气火花、过热等安全隐患,通过国家矿用防爆认证,可在瓦斯、煤尘等爆炸危险环境中安全运行,彻底解决了传统除尘设备在高危环境下的安全适配难题。
高效净化技术加持,实现粉尘精准治理。矿用本安除尘球机搭载高压静电除尘或脉冲袋式除尘核心模块,结合井下粉尘扩散特性,采用全方位环形出风设计,可形成覆盖半径广、净化效率高的除尘气流场,能快速捕捉悬浮粉尘及呼吸性粉尘。其粉尘净化效率可达95%以上,可有效降低井下粉尘浓度,改善作业环境。同时,设备配备智能粉尘浓度感应模块,能实时监测周围粉尘浓度,自动调节除尘功率,在保证净化效果的前提下实现节能运行,避免资源浪费。
一体化设计赋能矿山智能化安全管理。矿用本安除尘球机整合了高清监控与除尘功能,在净化粉尘的同时,可清晰捕捉井下作业画面,解决了传统监控设备因粉尘遮挡导致视野模糊的问题。设备支持远程控制与数据联网,管理人员可通过地面监控中心实时掌握井下粉尘浓度数据、设备运行状态及作业场景画面,实现粉尘治理与安全监控的协同管理。此外,设备结构紧凑、安装便捷,可根据采掘工作面、运输巷道等不同作业场景灵活布置,适配矿山多样化的粉尘治理需求。
矿用本安除尘球机的应用,不仅大幅提升了矿山粉尘治理的科学性与有效性,更通过本质安全设计筑牢了作业安全底线,为矿工健康提供了坚实保障。作为矿山智能化安全建设的重要装备,该设备推动了矿山粉尘治理从“被动防控”向“主动精准治理”转型。未来,随着技术的持续迭代,矿用本安除尘球机将在智能化、节能化、一体化方向不断升级,为构建安全、洁净、高效的智慧矿山提供更强有力的支撑。